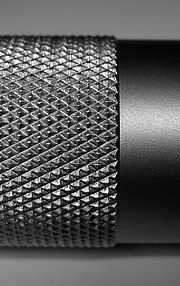
輥紋,(又稱滾花、滾紋、壓花),為機件表面增加摩擦力或便於持握而特別製成凹凸紋路。這些花紋一般是在車床上用滾花刀滾壓擠件或切削使其表面產生花紋,通常有公制和英制,英制的P值是按每寸多少牙數計算的;公制的P值为每 0.1 一個規格。
方式
輥紋共分2種方式:[1]
- 滾壓式:
- 切削式:
樣式
DIN 82 輥紋樣式[2]
| 类型 |
说明 |
初始直径
|
| RAA 直纹 |
轴向平行 |
-0.5t
|
| RBL 左斜纹 |
压花辊旋转30° |
-0.5t
|
| RBR 右斜纹 |
压花辊旋转30° |
-0.5t
|
| RGE 左右滚花尖端凸起 |
|
-0.67t
|
| RGV 左右滚花尖端缩进 |
|
-0.33t
|
| RKE 十字交叉滚花尖端突起 |
|
-0.67t
|
| RKV 十字交叉滚花尖端缩进 |
|
-0.33t
|
滚花前工件的初始直径必须小于公称直径,因为压花纹过程中,材料移位会使初始直径增大。如欲求加工物輥紋之直徑則應照下列公式:[3]
 公式
公式
平行紋:D = n m
交叉紋:D = n m / cos 30°
m / cos 30° 值與模數 m 之對應值
0.2.....0.230 ; 0.3.....0.346 ; 0.5.....0.577
| 模數(m) |
節距(t) |
r |
h
|
| 0.2 |
0.628 |
0.06 |
0.132
|
| 0.3 |
0.942 |
0.09 |
0.198
|
| 0.5 |
1.571 |
0.16 |
0.326
|
注意事項
輥紋對車床來說是損耗極大的工作,應以低轉速來操作。輥紋部位離夾頭 50 釐米以上時,應以尾座台頂工作物中心,將工作物支撐牢固。[4]
圖片
相關條目
參考文獻




